
F2 Platform
Ultrasonic Quality Inspection Platform
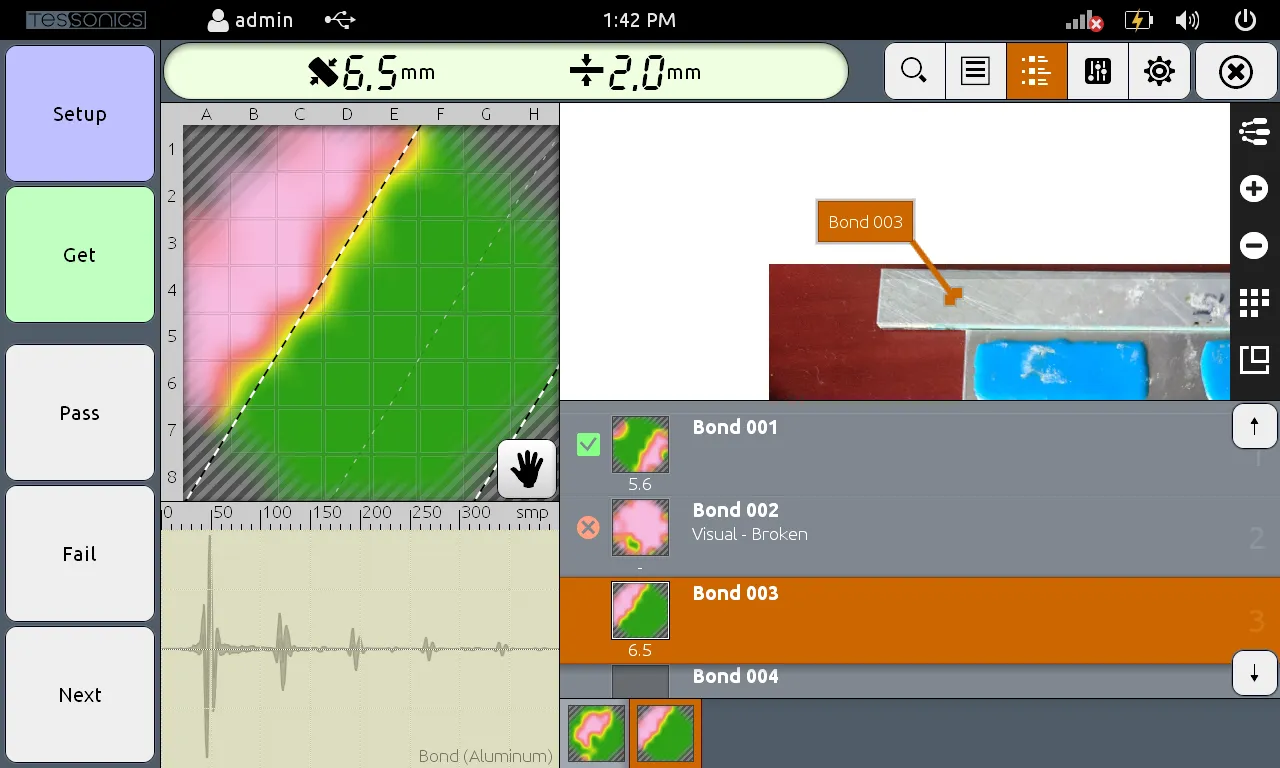
F2 is an ultrasonic device designed for NDE and quality control
for various applications, including resistance spot welds, and
adhesive joints. Using the unique technology of multi-channel
ultrasonic matrix arrays, this portable and simple-in-operation
device is capable of producing internal ultrasonic C-scan images
of defects and structures.
Our algorithms evaluate the quality determining features that can
be compared to predefined specifications. To further improve the
operator’s experience, our software assists in making decisions in
automatic or semi-automatic mode, guides through the inspection
routines with easy to understand graphics, stores the record of the
inspected parts and integrates into a larger infrastructure with
centralized inspection planning and reporting.
 RSWA software
RSWA software
 ABIS software
ABIS software
27.6 × 22 × 5.7cm (10.9 × 8.6 × 2.3 in)
